
控內(nèi)圓磨床")


新聞百科
News數(shù)控外圓磨床(精密磨削)百科
更新時間:2025-07-11 點擊次數(shù):1972次
現(xiàn)代工業(yè)在提高生產(chǎn)效率和產(chǎn)品質(zhì)量的同時,更加重視生產(chǎn)過程的自動化和數(shù)字化。數(shù)控加工技術(shù)的應(yīng)用為工業(yè)制造注入新的活力,使得工業(yè)制造能更好地滿足人們的需求。在數(shù)控技術(shù)的推動下,數(shù)控機(jī)床在工業(yè)生產(chǎn)中逐漸取代了傳統(tǒng)的手工加工,成為了關(guān)鍵的生產(chǎn)設(shè)備之一。其中,數(shù)控外圓磨床是數(shù)控機(jī)床中的一種重要的設(shè)備,對于各種形狀的外圓零件的精密磨削起著至關(guān)重要的作用。
優(yōu)勢
數(shù)控外圓磨床是一種基于計算機(jī)控制系統(tǒng)進(jìn)行工作的自動化磨床。與傳統(tǒng)的機(jī)械磨床相比,具有以下優(yōu)勢:
1. 高精度:數(shù)控系統(tǒng)能夠?qū)庸み^程進(jìn)行實時監(jiān)控,調(diào)整加工參數(shù),使得加工的精度更高,誤差更小。
2. 高質(zhì)量:可以實現(xiàn)自動化加工,減少了加工中人為操作的影響,從而更加保證了加工質(zhì)量。
3. 高效率:能夠按照預(yù)設(shè)的程序進(jìn)行自動化的加工,提高了加工效率,降低了制造成本。
4. 大規(guī)模生產(chǎn)的可行性: 能夠自動化進(jìn)行加工,大幅度提高了生產(chǎn)效率,非常適合于大規(guī)模生產(chǎn)。
數(shù)控外圓磨床細(xì)致化的發(fā)展
數(shù)控外圓磨床的設(shè)計、制造和使用經(jīng)歷了多年的發(fā)展,在不斷地進(jìn)化和升級,逐步朝著更加細(xì)致的方向前進(jìn)。目前,該設(shè)備細(xì)致化發(fā)展主要表現(xiàn)在以下幾個方面:
1. 數(shù)控系統(tǒng)的升級:數(shù)控系統(tǒng)是數(shù)控外圓磨床的核心部件,它控制著整個加工過程。隨著數(shù)控技術(shù)的發(fā)展,數(shù)控系統(tǒng)也得到不斷的升級。例如,目前的數(shù)控系統(tǒng)采用先進(jìn)的磨削算法,能夠更好地模擬磨削過程,實現(xiàn)更加精密的加工。
2. 加工精度的提高:其加工精度得到了大幅度的提高,這主要得益于加工技術(shù)和材料技術(shù)的進(jìn)步,以及控制系統(tǒng)的優(yōu)化。例如,采用高精度的磨削頭,改進(jìn)磨削刀具的設(shè)計,可以使得加工精度更加穩(wěn)定。
3. 智能化的發(fā)展:越來越多的磨床廠商開始加入人工智能技術(shù),通過數(shù)據(jù)分析和學(xué)習(xí)算法,讓數(shù)控外圓磨床變得更加智能化和自動化。以大數(shù)據(jù)為基礎(chǔ)的智能化系統(tǒng)可以優(yōu)化加工參數(shù)和刀具選擇,以優(yōu)化生產(chǎn)效率和加工精度。
4. 可靠性的提升:隨著技術(shù)的不斷升級,數(shù)控外圓磨床的可靠性得到了提升。采用更加耐用的材料和更加高效的接口,可以延長機(jī)床的使用壽命。此外,定期維護(hù)和有序管理的程序也可以大幅度提高機(jī)床的可靠性和壽命。
常見外圓磨削方法
1.磨削外圓
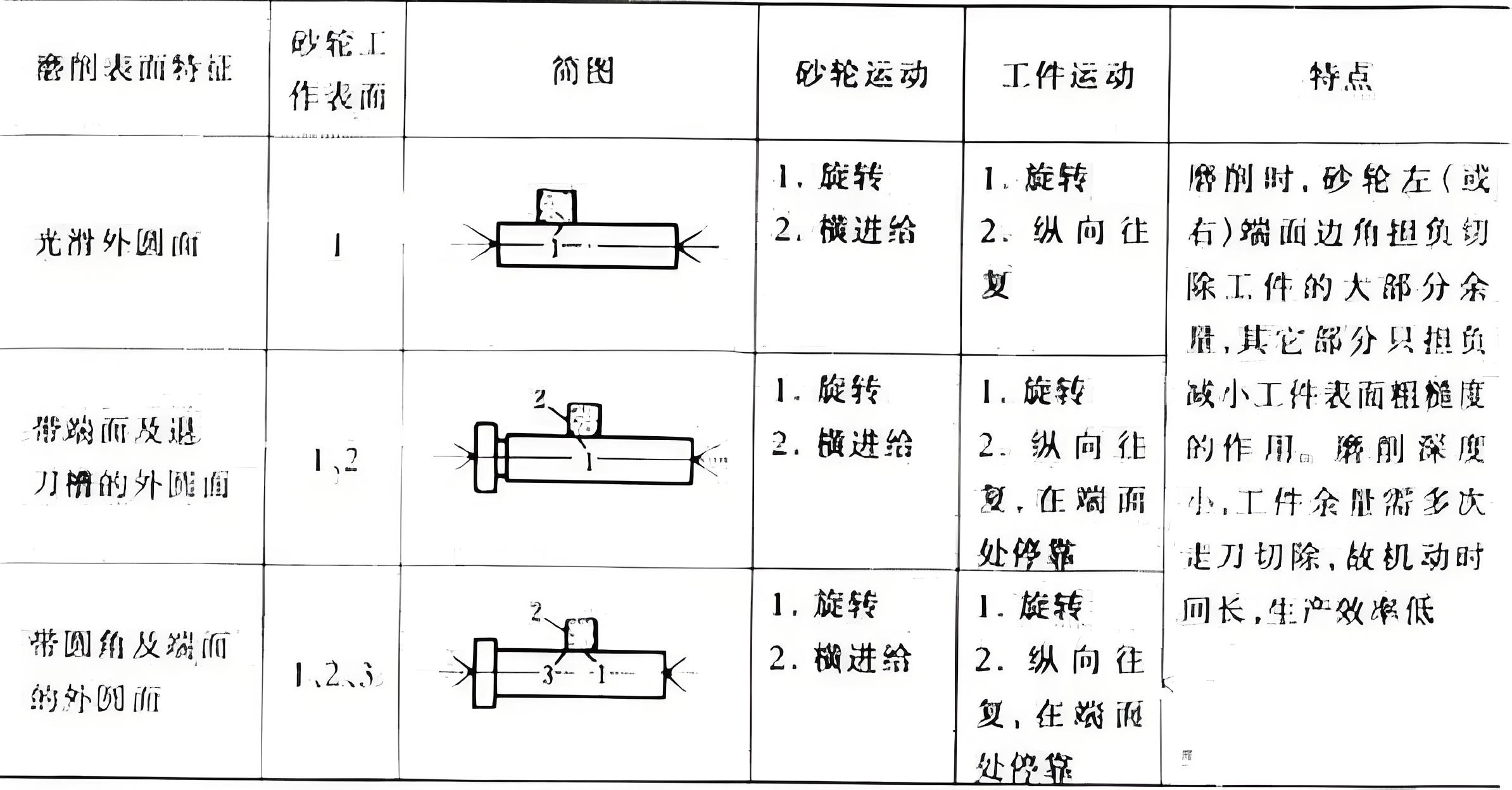
工件的外圓一般在普通外圓磨床或萬能外圓磨床上磨削。外圓磨削一般有縱磨、橫磨和深磨三種方式。

外圓的磨削
(1)縱磨法如上圖所示,縱磨法磨削外圓時,砂輪的高速旋轉(zhuǎn)為主運(yùn)動no,工件作圓周進(jìn)給運(yùn)動的同時,還隨工作臺作縱向往復(fù)運(yùn)動,實現(xiàn)沿工件軸向進(jìn)給fa。每單次行程或每往復(fù)行程終了時,砂輪作周期性的橫向移動,實現(xiàn)沿工件徑向的進(jìn)給fr,從而逐漸磨去工件徑向的全部留磨余量。磨削到尺寸后,進(jìn)行無橫向進(jìn)給的光磨過程,直至火花消失為止。由于縱磨法每次的徑向進(jìn)給量fr少,磨削力小,散熱條件好,充分提高了工件的磨削精度和表面質(zhì)量,能滿足較高的加工質(zhì)量要求,但磨削效率較低。磨具磨床磨削縱磨法磨削外圓適合磨削較大的工件,是單件、小批量生產(chǎn)的常用方法。
縱磨法的特點
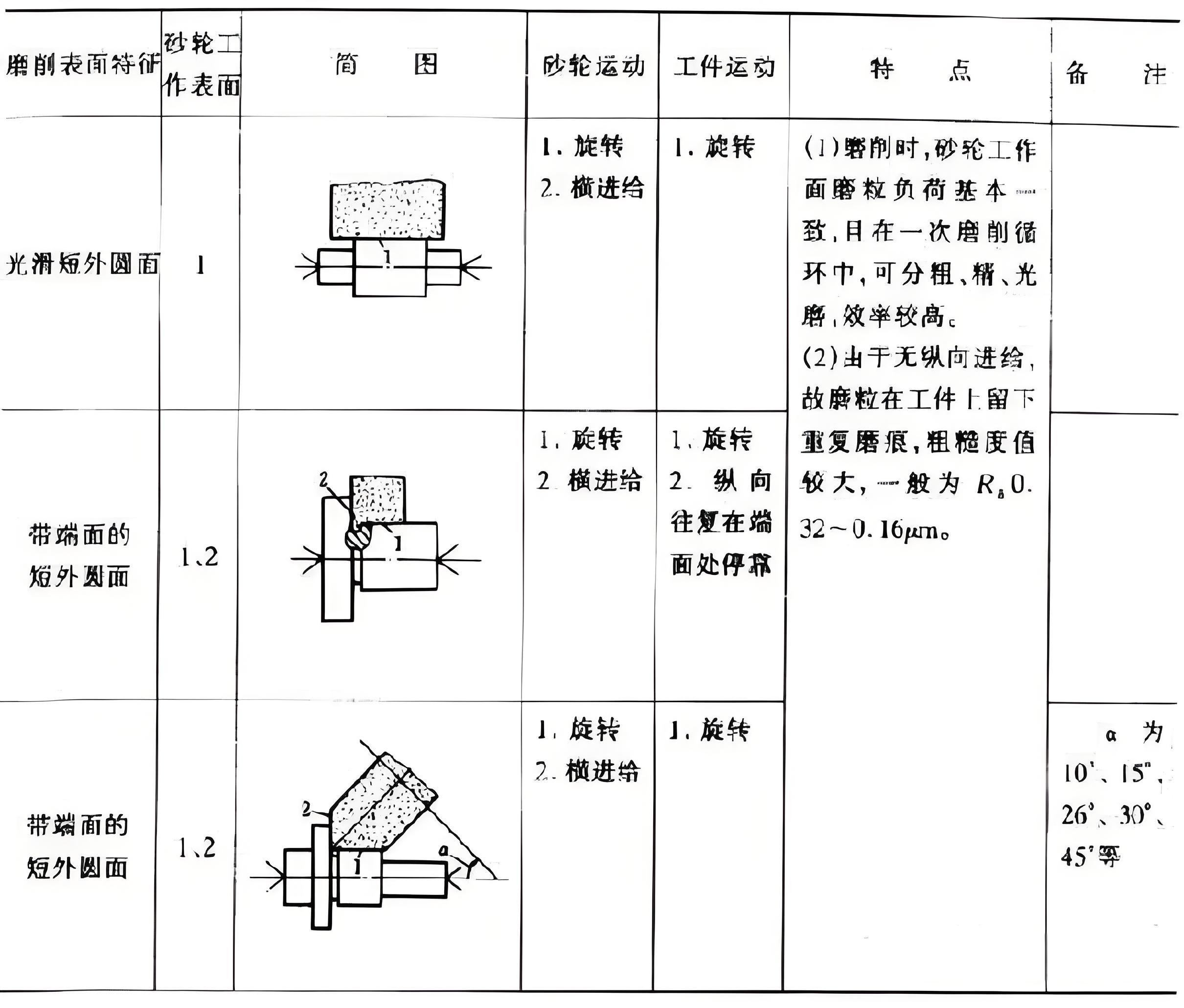
(2)橫磨法如圖所示,采用橫磨法磨削外圓時,砂輪寬度比工件的磨削寬度大,工件不需作縱向(工件軸向)進(jìn)給運(yùn)動,砂輪以緩慢的速度連續(xù)地或斷續(xù)地沿作橫向進(jìn)給運(yùn)動,實現(xiàn)對工件的徑向進(jìn)給fr,直至磨削達(dá)到尺寸要求。
其特點是:充分發(fā)揮了砂輪的切削能力,磨削效率高,同時也適用于成形磨削。然而,在磨削過程中砂輪與工件接觸面積大,使得磨削力增大,工件易發(fā)生變形和燒傷。
另外,砂輪形狀誤差直接影響工件幾何形狀精度,磨削精度較低,表面粗糙度值較大。因而必須使用功率大,剛性好的磨床,磨削的同時必須給予充分的切削液以達(dá)到降溫的目的。使用橫磨法,要求工藝系統(tǒng)剛性要好,工件宜短不宜長。短階梯軸軸頸的精磨工序,通常采用這種磨削方法。
橫磨法的特點
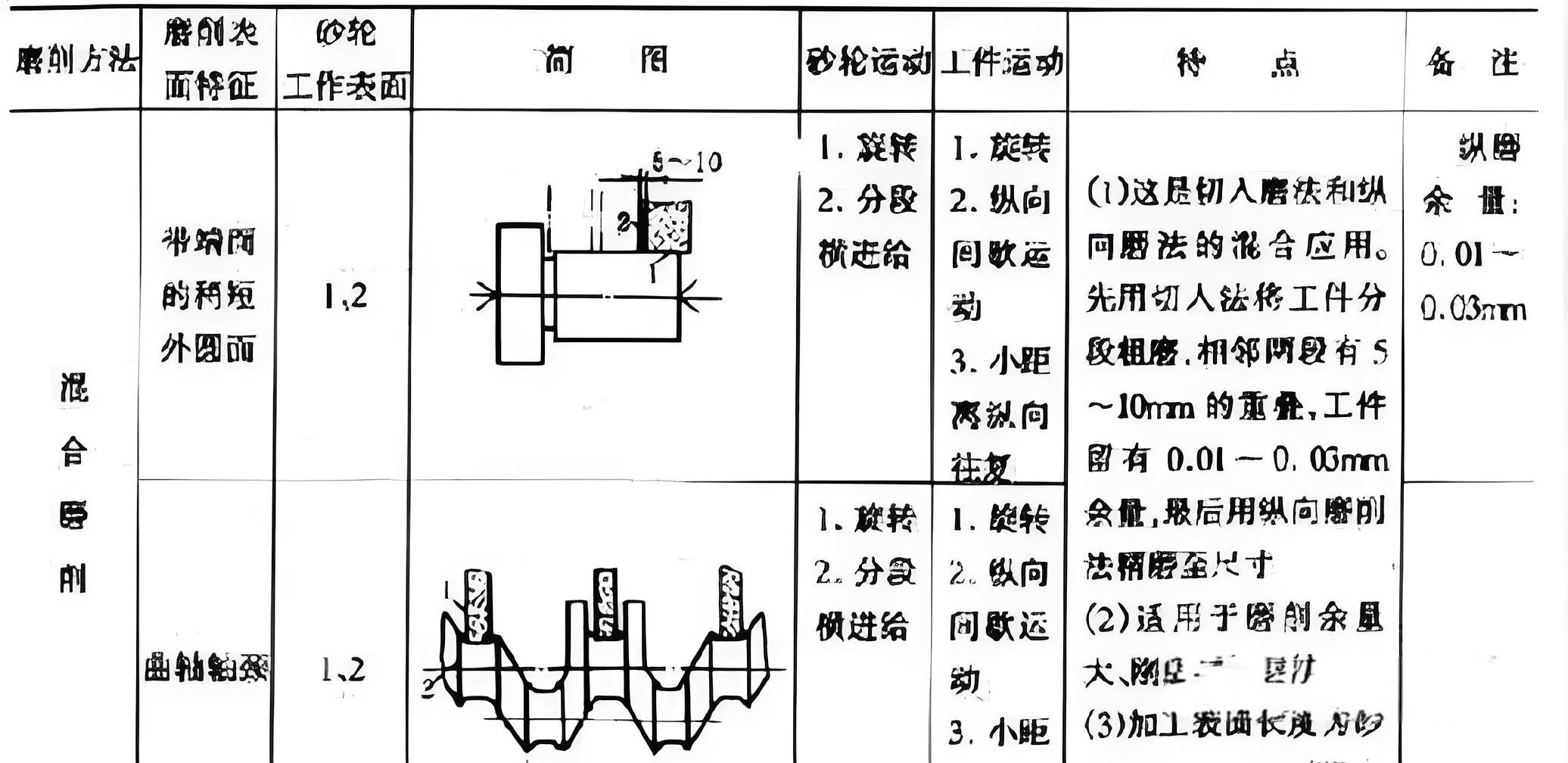
(3)深磨法如圖1所示,深磨法是一種比較先進(jìn)的方法,生產(chǎn)率高,磨削余量一般為0.1~0.35mm.用這種方法可一次走刀將整個余量磨完。磨削時,進(jìn)給量較小,一般取縱進(jìn)給量為1~2 mm/r, 約為“縱磨法”的15%,加工工時約為縱磨法的30~75%。
深磨法的特點

(4)混合磨削法
混合磨削法的特點
2.磨削端面
在萬能外圓磨床上,可利用砂輪的端面來磨削工件的臺肩面和端平面。磨削開始前,應(yīng)該讓砂輪端面緩慢地靠攏工件的待磨端面,磨削過程中,要求工件的軸向進(jìn)給量fa也應(yīng)很小。這是因為砂輪端面的剛性很差,基本上不能承受較大的軸向力,所以,最好的辦法是使用砂輪的外圓錐面來磨削工件的端面,此時,工作臺應(yīng)該扳動一較大角度。
3.磨削內(nèi)圓
利用外圓磨床的內(nèi)圓磨具可磨削工件的內(nèi)圓。磨削內(nèi)圓時,工件大多數(shù)是以外圓或端面作為定位基準(zhǔn),裝夾在卡盤上進(jìn)行磨削(見圖),磨內(nèi)圓錐面時只需將內(nèi)圓磨具偏轉(zhuǎn)一個圓周角即可。
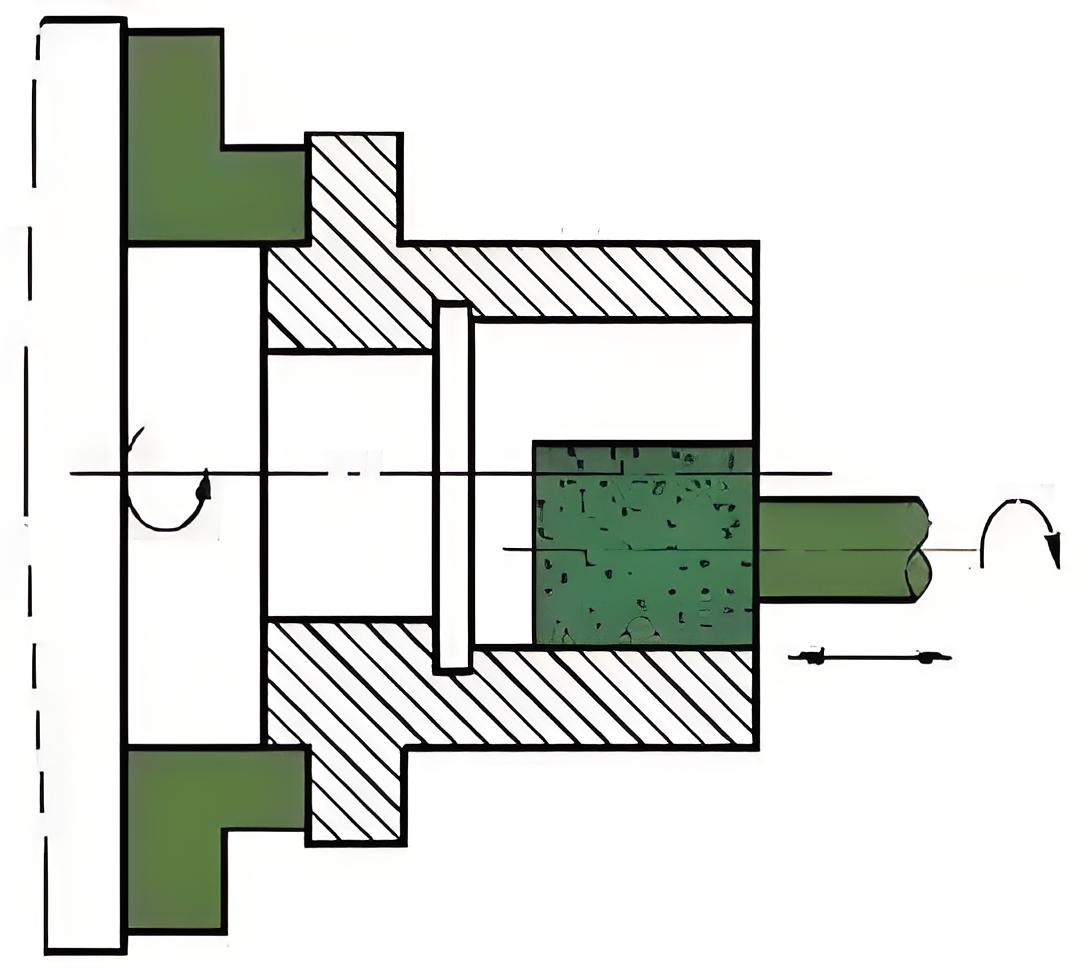
上圖 內(nèi)圓的磨削與外圓磨削不同,內(nèi)圓磨削時,砂輪的直徑受到工件孔徑的限制,一般較小,故砂輪磨損較快,需經(jīng)常修整和更換。內(nèi)圓磨使用的砂輪要比外圓磨使用的砂輪軟些,這是因為內(nèi)圓磨時砂輪和工件接觸的面積較大。另外,砂輪軸直徑比較小,懸伸長度較大,剛性很差,故磨削深度不能大,而降低了生產(chǎn)率。
總結(jié)
數(shù)控外圓磨床作為現(xiàn)代化的加工設(shè)備之一,在工業(yè)制造中發(fā)揮著極其重要的作用。隨著計算機(jī)技術(shù)、機(jī)械制造技術(shù)和自動化控制技術(shù)的不斷發(fā)展,其不斷升級和完善,逐漸向著更加細(xì)致化的方向前進(jìn)。未來,有望應(yīng)用于更多的制造領(lǐng)域,為工業(yè)制造提供更加高效、高質(zhì)量的支持。

消息")
